
A packaging plant manager recently shared a costly lesson with me. He had purchased a second-hand sheet-fed line thinking it would give him flexibility for short runs. Six months later, his labor cost per bag was 40% higher than competitors using roll-fed systems — but he couldn't easily switch because of existing material contracts.
This scenario plays out more often than equipment suppliers admit. The choice between roll-fed and sheet-fed paper bag production isn't just about machine price tags. It fundamentally changes your raw material sourcing, labor requirements, waste economics, and even which customer orders you can profitably accept.


So how do you decide which path aligns with your production goals? Let's break down the real operational differences — not marketing claims — based on feedback from converters who have run both systems.
In roll-fed production, the bag-making line starts with large parent rolls of paper — typically 1,000 to 1,500 mm wide, weighing several hundred kilograms each. The machine unwinds, prints, forms tubes, folds bottoms, and delivers finished bags in one continuous flow.
Sheet-fed processing, by contrast, begins with pre-cut paper sheets stacked on pallets. Each sheet is fed individually into a machine that folds and glues it into a bag. This approach is common in smaller operations or those already running sheet-fed printing presses for other products.
The difference seems simple. But the operational ripple effects touch every part of your factory.
According to data from the Paper Bag Manufacturers Association (PBMA, 2022 technical bulletin), typical material waste rates vary significantly:
| Production Method | Typical Waste Rate | Primary Waste Sources |
|---|---|---|
| Roll-fed (modern servo-driven) | 2–4% | Splices, edge trimming, setup run-in |
| Sheet-fed (manual feed) | 6–10% | Misaligned sheets, double feeds, and edge damage on stacks |
Why such a gap? In roll-fed lines, registration and tension control are automated. When a splice or defect occurs, the system marks or rejects only the affected bags. Sheet-fed operations depend on operator skill to align each sheet. A single misaligned sheet can ruin the fold for several subsequent sheets before the operator notices.
One Midwest converter reported that switching from sheet-fed to roll-fed reduced his monthly paper waste from 12 metric tons to under 4 tons — at a paper cost of $1,100 per ton, that's nearly $9,000 monthly savings.
Here's where sheet-fed advocates make their case. If you run dozens of small orders daily — say, 500 bags of one size, then 1,000 of another — sheet-fed lines can theoretically change over faster. You simply load a different stack of pre-cut sheets.
However, field data tells a more nuanced story. A 2023 survey of 45 packaging converters (published in Converting Magazine) found that effective changeover time depends heavily on automation:
Sheet-fed manual lines: Average changeover 25–40 minutes (mainly restacking and adjusting guides)
Roll-fed with mechanical clutches: Average changeover 45–60 minutes (changing forming tubes and unwind brakes)
Roll-fed with servo-driven adjustments: Average changeover 12–18 minutes (recipe-based size changes)
The servo-driven roll-fed category has closed the flexibility gap considerably. Operators save presets for bag width, length, bottom style, and even print registration. This matters if you plan to run both small retail bags and large yard waste sacks on the same line.
Ask any plant manager about their biggest headache today. The answer is almost always: finding skilled operators.
Sheet-fed lines demand experienced hands. Operators must feel the correct sheet alignment, hear when a double feed happens, and know exactly how much pressure to apply on stack guides. According to industry feedback, training a sheet-fed operator to an independent status takes 4–6 months.
Roll-fed systems shift the skill requirement from manual dexterity to system monitoring. Operators need to understand tension control parameters, splice detection settings, and basic troubleshooting of servo drives. Training time is typically 6–8 weeks for production-ready competency.
This is not trivial when labor turnover in packaging has exceeded 25% annually in several regions (Bureau of Labor Statistics, 2023).
Let's simulate a realistic customer inquiry:
"We need 500,000 paper bags per month, size 250×400×120mm gusseted, with 2-color printing and block bottom. Price is critical — we're switching from plastic."
Can both systems handle this? Yes. But your bidding floor changes:
| Cost Component | Roll-fed Advantage | Sheet-fed Challenge |
|---|---|---|
| Material cost | Buys master rolls (lower $/kg) | Buys pre-cut sheets (higher $/kg, plus sheet cutting fee) |
| Labor per bag | Lower (automated splicing and reject ejection) | Higher (manual feeding and inspection) |
| Waste cost | Lower (2-4% waste factored into quote) | Higher (must pad quote for 6-10% waste) |
| Setup amortization | Can run longer campaigns efficiently | Best for very short runs under 10,000 bags |
For orders above 50,000 bags monthly, roll-fed nearly always wins on unit economics. Below 20,000 bags with frequent size changes, sheet-fed may still pencil out — especially if you already own the sheet-cutting infrastructure.
A European packaging company tried to compromise. They bought a roll-fed line but continued sourcing pre-cut sheets from their old supplier, thinking they could switch gradually. The result? Constant jams because roll-fed feeders expect consistent roll geometry — not sheet stacks with variable curl and moisture content.
The lesson: your material format must match the machine's designed input. Hybrid approaches usually increase downtime rather than flexibility. As one technical consultant put it, "You wouldn't put diesel in a gasoline engine. Don't feed sheets into a roll-fed line."
Sheet-fed lines typically occupy less linear floor space (15–20 meters versus 25–35 meters for a full roll-fed line, including unwind and splicer). However, sheet-fed requires additional space for sheet storage, pallet staging, and manual stacking of finished bags if no automatic stacker is installed.
Roll-fed lines need roll storage and a roll handling system (hoist or shaft puller). But the continuous flow often allows direct integration with bag stackers, bundlers, and palletizers — reducing intermediate handling labor.
In terms of maintenance, roll-fed lines have more moving parts: servo motors, tension dancers, edge guides, and sometimes CIP printing units. Sheet-fed lines are mechanically simpler but require frequent cleaning of feed table rollers and separation air nozzles.
Rather than asking "which is better?", ask these four questions about your actual operation:
What is your typical monthly volume per bag size?
Below 500,000 bags → consider both. Above 500,000 → roll-fed strongly preferred.
Do you already have a sheet cutter or roll slitter?
If yes, you might leverage existing equipment. If not, adding sheet cutting is an extra capital cost.
What is your operator turnover rate?
High turnover favors roll-fed (faster training, less skill dependency).
Do your customers require FSC-certified or specialty papers?
Some specialty papers are only available in rolls; others only in sheets. Check availability first.
If you are starting a new bag converting operation or replacing an outdated line, most industry consultants recommend running a 6-month cost simulation using your actual order history. Include material, labor, waste, and changeover downtime at your specific wage rates.
For those evaluating automated roll-fed configurations, you can review technical specifications of complete bag forming lines designed for medium to high-volume production. The documentation includes real power consumption data and recommended maintenance schedules based on 8,000 annual operating hours.
Industry data from the Global Packaging Machinery Report (2024) shows that new roll-fed bag-making line installations have outpaced sheet-fed by 3:1 over the past five years. The drivers? Rising labor costs, tighter waste regulations, and the ability to run lighter grammage papers without tearing — something sheet-fed struggles with because individual sheet handling creates more edge stress.
That said, sheet-fed remains relevant for micro-factories, co-packing facilities, and companies that already run sheet-fed printing for other products (e.g., folding cartons) and want to add bags as a secondary line.
One point often overlooked: how will the bag-making line connect to your upstream and downstream processes? Roll-fed lines can be directly fed from a roll slitting line if you buy jumbo rolls and slit them in-house. They can also output directly to automatic palletizers.
Sheet-fed lines require a separate sheet-cutting step (unless you buy pre-cut sheets). And manual stacking at the discharge end is common unless you invest in an off-line stacker.
If your facility already handles rolls for other converting processes (e.g., flexible packaging), adding a roll-fed bag line leverages existing material handling equipment and operator familiarity.
There is no universally "right" answer between roll-fed and sheet-fed paper bag production. The correct choice aligns with your order profile, labor market, material sourcing options, and growth plans. However, the trend is clear: automation and waste reduction economics increasingly favor roll-fed systems for all but the smallest or most specialized operations.
Before committing to any equipment, run actual samples of your target paper grades on the candidate machine. Watch for feeding consistency, bottom seal strength, and how quickly the line recovers from a splice or misfeed. These small observations predict your real-world cost per bag better than any brochure specification.
If you are currently comparing suppliers or need help calculating the break-even volume for your specific product mix, explore FangBang's roll-fed bag-making configurations, which include servo-driven size presets and integrated waste monitoring. Their engineering team provides sample testing using your paper stock before purchase.
Alternatively, if you are leaning toward sheet-fed but want to confirm your assumptions, request a cost comparison worksheet that calculates total landed cost per bag including labor and waste. This tool has helped over 200 converters validate their equipment choices with real numbers.


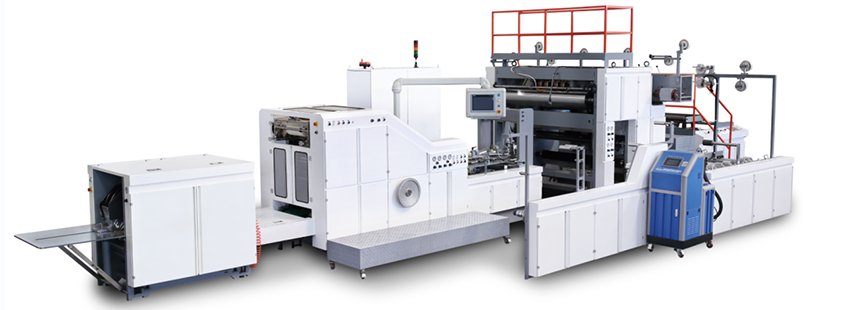
Full-Servo Automatic Square Bottom Paper Bag Making Machine for high-efficiency production of eco-friendly paper bags wi...
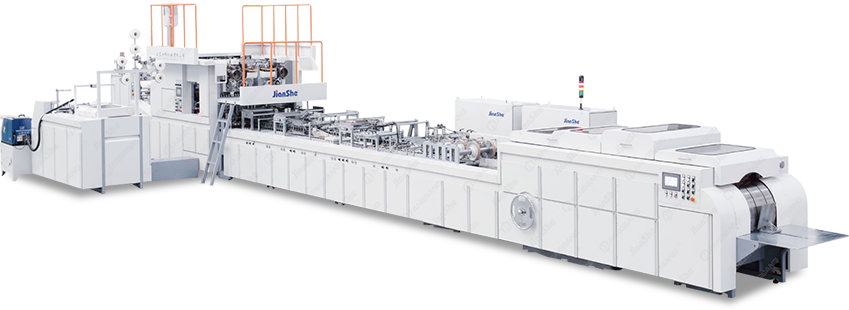
Fully Automatic Sheet-Fed Square Bottom Paper Bag Machine produces paper bags with handles at high speed. Uses sheet pap...

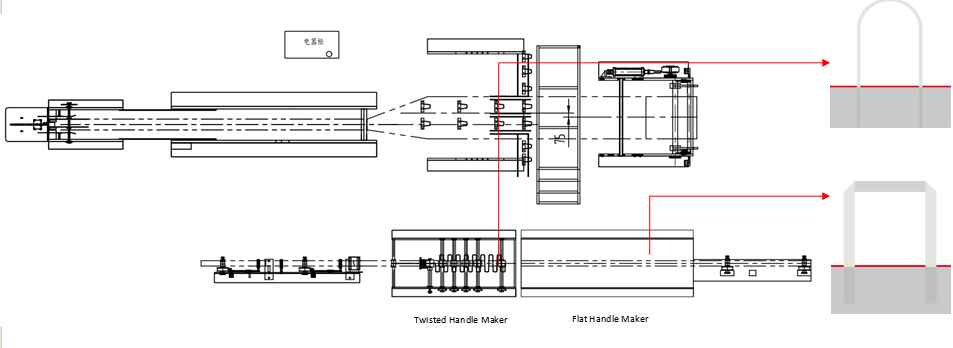
This machine is designed to manufacture square bottom paper bags with flat-rope handles from paper roll,paper patch roll...
GET A QUOTE

