
Every plant manager remembers the last time a new equipment line underperformed. The glossy brochures promised 200 bags per minute, but on the shop floor, jams, misaligned printing, and inconsistent sealing turned that number into a frustrating 120. Worse, the supplier’s “global support” meant a 72‑hour response time.
Selecting a paper bag making solution is not about picking the loudest spec sheet. It’s about matching real‑world production rhythms, material behavior, and maintenance realities. Based on field data from packaging plants across Southeast Asia and the Middle East, this guide walks you through a five‑step decision framework. You will learn where hidden costs live, why “maximum speed” can be misleading, and how to future‑proof your line without over‑engineering.
Most buyers start with speed: “We need 150 bags/min.” But speed without stability is just noise. Ask your team two questions instead:
What is your typical batch size? (e.g., 50,000 bags of the same size vs. 10 different sizes in one shift)
What materials do you run? (kraft paper, recycled content, coated paper – each behaves differently)
A solution that excels at high‑speed runs of a single size may collapse when you switch to short runs or lighter paper. One Indonesian packaging producer learned this the hard way: their “high‑speed” line required 45 minutes of recalibration every time they changed paper weight. That killed their just‑in‑time workflow.
Pro tip from industry practice: Run a three‑day material test before signing. Use your own paper reels, your own operators, and produce your actual bag designs. A trustworthy supplier will agree to this. If they hesitate, consider it a red flag.
Purchase price is visible. Installation and training are semi‑visible. But three factors often eat margins silently:
Energy per 1,000 bags – older pneumatic systems can consume 30‑40% more electricity than servo‑driven configurations.
Waste during changeovers – some solutions waste 50‑100 bags’ worth of paper each time you adjust bag length or bottom fold. Over a year, that’s tons of material.
Tooling complexity – modular forming sections (e.g., quick‑lock creasing cylinders) reduce downtime from 40 minutes to under 10 minutes.
When evaluating proposals, ask for energy consumption data under real load (not just idle), and request a video of a full changeover – from the last bag of one job to the first good bag of the next.
To see how modern systems document these metrics, you can review the detailed energy and changeover specs provided by established manufacturers.
Not every plant needs Industry 4.0. But a few automation features directly affect your operators’ sanity and your OEE (Overall Equipment Effectiveness):
Automatic tension control with paper break detection – saves the reel when a splice fails.
Recipe storage for 50+ bag types – reduces human error on bottom fold depth and glue patterns.
Remote diagnostics – allows your supplier to log in (with permission) and identify a sensor drift before it becomes a jam.
A Vietnamese bag manufacturer shared that after adding recipe storage, their operator‑related rejects dropped by 62% in the first three months. The cost? A $1,200 PLC upgrade – repaid in eight weeks.
Common mistake: Buying a machine with a touchscreen but no parameter history. Operators can’t backtrack what changed before a failure, so every breakdown starts from zero.
If your plant runs multi‑shift operations, an integrated solution with built‑in shift logging and maintenance reminders can be a game changer.
Here’s where many engineers disagree. Some prefer a compact, vertical design to save factory real estate. Others want a longer, horizontal layout for easier access. Neither is universally correct – but you must verify one thing: frame rigidity under full load.
A flimsy frame allows micro‑vibrations that misalign the cross‑perforation unit and the bottom pasting section. The result? Bags that don’t open properly or have weak bottoms.
Quick field check: While the solution is running at 80% of its max speed, place a coin on the frame near the forming plow. If it dances, expect higher wear on folding belts and sealing jaws.
For plants running heavy kraft (80 gsm or above), look for solutions that use welded steel structures rather than bolted aluminum frames. This is rarely mentioned in brochures, but it directly impacts bag strength consistency.
Eighty percent of your total cost of ownership will come from maintenance, spare parts, and training – not the initial invoice. Ask every shortlisted supplier:
Spare parts availability: Do they stock wear parts (tucking blades, suction cups, heating elements) in your region? What’s the maximum lead time?
Training format: Is it a one‑day crash course, or a certified program with follow‑up virtual sessions?
Response escalation: Who answers at 2 AM on a Sunday? A real person or a ticket system?
One Filipino plant we interviewed lost $18,000 in production because a non‑critical sensor failed, and the supplier required a “purchase order approval” before sending a replacement. The sensor cost $47. The downtime cost 10x that.
Brands that prioritize service often publish their spare parts catalogs online and offer flat‑rate repair exchanges. Check their support model for indicators like local stock levels and response time guarantees.
| Misconception | Reality |
| “A higher max speed always means higher output.” | Only if you can sustain that speed with your materials and changeover frequency. Many plants operate at 60‑70% of max speed effectively. |
| “All servo‑driven solutions are equally efficient.” | Servo algorithms vary. Ask for acceleration/deceleration curves – jerky ramps waste energy and cause paper tears. |
| “You need a separate machine for square bottom vs. SOS bags.” | Some forming solutions support both with a module swap. This can save 40% floor space. |

Even if you only need 80 bags/min today, consider whether your solution can be upgraded in these areas:
Add a second colour printing unit without rebuilding the frame.
Integrate a window patching unit for bakery or retail bags.
Connect to a MES for real‑time OEE tracking.
A scalable platform might cost 15‑20% more upfront, but it avoids the “rip and replace” expense when your product line evolves. According to a 2024 packaging equipment survey (PMMI), 43% of plants that bought non‑scalable equipment regretted it within 24 months.
Before you sign, verify:
Material test passed with your own reels and operators.
Changeover video showing full job switch under 15 minutes.
Energy consumption per 1,000 bags (at target speed) in writing.
Frame rigidity verified via coin test or vibration measurement.
Spare parts local stock confirmed with a specific lead time.
If a supplier checks all five boxes, you are looking at a low‑risk, high‑ROI addition to your plant.
Every plant is unique, but comparing your requirements against a reference solution accelerates decision‑making. Explore Fangbang’s paper bag making solution – it is designed with the five principles above: modular changeover, energy‑monitored drives, and a welded frame for heavy‑duty use. You can request a material test or a remote walkthrough of their demonstration center.
Making the right choice today means fewer midnight calls to support, less waste, and a line that grows with your business. What is the biggest bottleneck you have faced with your current bag making process? Share your experience in the comments – or contact the team for a no‑obligation throughput analysis.


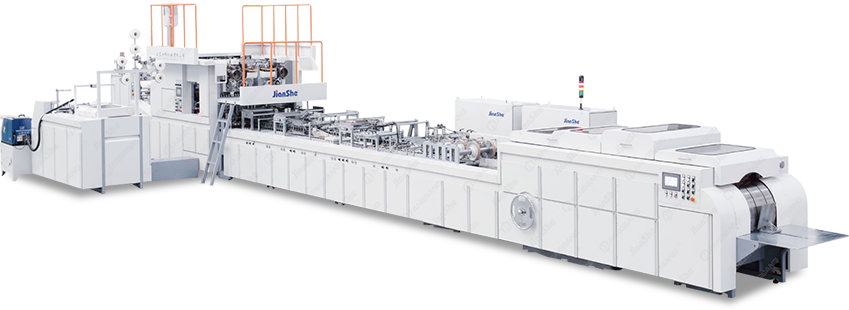
Full-Servo Automatic Square Bottom Paper Bag Making Machine for high-efficiency production of eco-friendly paper bags wi...
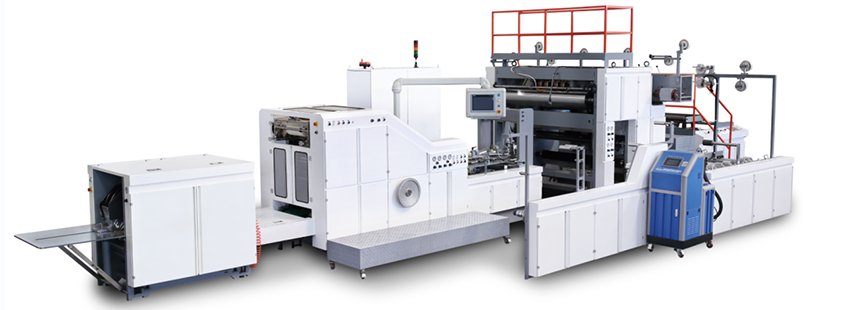
Fully Automatic Sheet-Fed Square Bottom Paper Bag Machine produces paper bags with handles at high speed. Uses sheet pap...

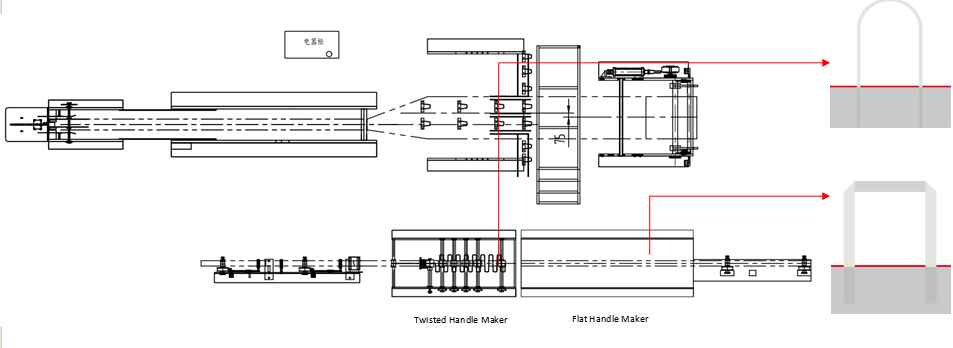
This machine is designed to manufacture square bottom paper bags with flat-rope handles from paper roll,paper patch roll...
GET A QUOTE

