
Understand the trade‑offs in speed, waste, and flexibility before you invest.
A bakery chain needs 10,000 paper bags per day. A cement plant asks for 50 kg valve sacks. A gift shop wants small twisted‑handle bags with custom prints. Three customers – three different production logics. If you are setting up or expanding a paper sack converting workshop, you will soon face the classic question: roll‑fed vs. sheet‑fed forming and bottoming.
Both technologies turn paper into bags, but their operating principles, cost structure, and ideal order sizes are radically different. This guide breaks down five critical dimensions: line speed, material waste, changeover flexibility, floor space, and total cost per bag. By the end, you will know exactly which route matches your order book.
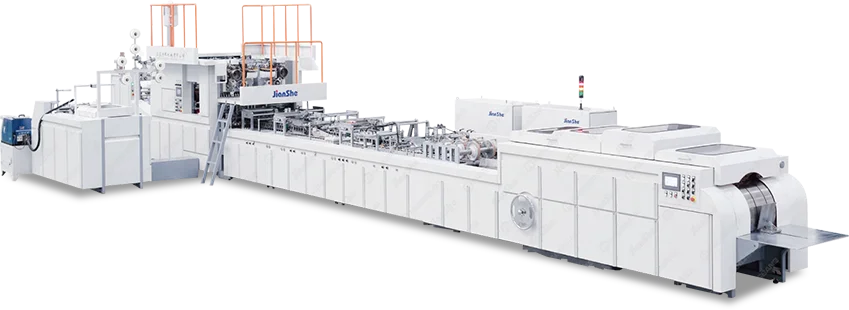
Roll‑fed (also called in‑line): A large roll of paper is continuously unwound, formed into a tube around a mandrel, glued along the overlap, cut into bag lengths, and then bottomed (flat, satchel, or block bottom). The entire conversion happens in one straight line.
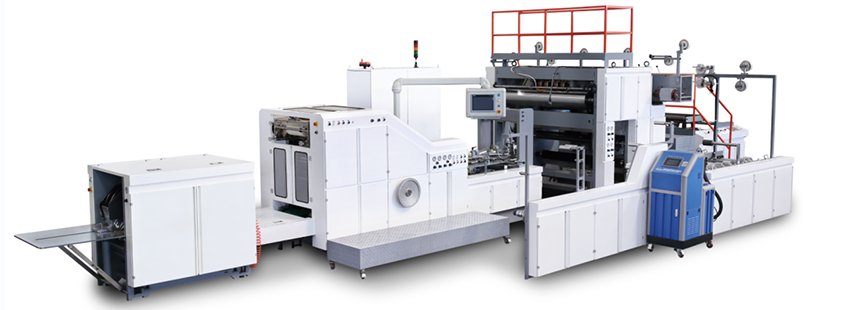
Sheet‑fed: Pre‑cut paper sheets (either blank or pre‑printed) are fed one by one, usually from a pile. Each sheet is folded, glued, and bottomed. Tube formation is intermittent – the sheet stops for each folding and gluing step.
At first glance, roll‑fed looks faster and more automated. But sheet‑fed has hidden advantages for small batches and complex bag styles. Let’s quantify them.
A modern roll‑fed paper bag forming line can run at 200‑350 bags per minute for standard grocery or carrier bags. Some high‑end models reach 400+ bpm with automatic splicing and double unwind stations. That output makes roll‑fed the obvious choice for runs above 200,000 bags.
Sheet‑fed machines typically run at 40‑120 bags per minute, depending on bag size and bottom style. The intermittent motion limits top speed, but sheet‑fed handles longer bag lengths (e.g., 800 mm for bread bags) without needing oversized forming shoulders.
Bottom line: If your weekly volume exceeds 500,000 standard bags, roll‑fed is hard to beat. For lower volumes or extreme bag lengths, sheet‑fed remains competitive.
Roll‑fed systems produce a longitudinal overlap seam (usually 15‑20 mm) and trim the side edge of the paper to keep a straight web. Total paper waste is typically 3‑6% of the input roll, including setup waste at roll changes.
Sheet‑fed creates no side trim waste because sheets are already cut to final width. Waste comes only from test samples, setup rejects, and occasional misfeeds – usually 1‑2%. For expensive specialty papers (kraft with wet strength coating, recycled colored paper), sheet‑fed’s lower waste can save thousands of dollars per month.
However, sheet‑fed requires accurate pre‑cutting. If your pre‑cutting step creates dust or poor alignment, you trade waste for handling headaches. Ask your potential supplier about register control between print and bag bottom – a poorly registered sheet line produces 10% scrap anyway.
Here sheet‑fed shines. Changing bag length on a sheet‑fed machine means adjusting folding plates and glue applicators – typically 15‑30 minutes. Changing bag width? You use a different sheet size, so you just change the pile. No need to replace a forming tube or unwind stand.
On a roll‑fed system, changing bag dimensions often requires swapping the forming shoulder, the tube, and sometimes the bottomer module. A complete changeover can take 2‑4 hours for complex styles (patch handle, drawstring). That’s why roll‑fed lines are best for dedicated, long‑run products.
Rule of thumb: If you produce more than three different bag sizes per shift, sheet‑fed gives you higher uptime despite its slower speed.
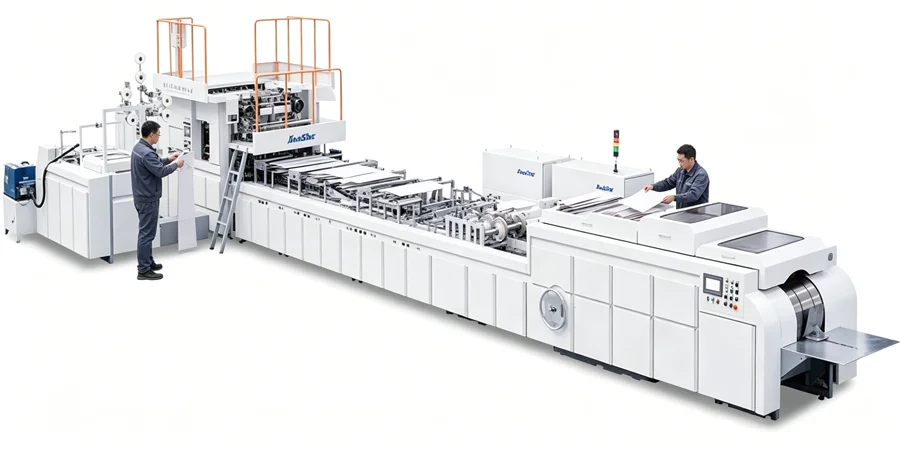
A complete roll‑fed line (unwind + forming unit + bottomer + stacker) occupies 15‑25 linear meters. You also need roll storage and a crane for loading 1‑ton paper rolls. Sheet‑fed machines are more compact: typically 6‑12 meters long. Sheets stack on pallets, requiring less heavy lifting equipment.
Initial investment: high‑speed roll‑fed equipment often costs 30‑50% more than a comparable sheet‑fed line (same bag complexity). However, the cost per bag at full utilization is lower for roll‑fed due to higher throughput and fewer operators (roll‑fed: one operator, sheet‑fed: usually one or two).
| Criterion | Roll‑fed | Sheet‑fed |
|---|---|---|
| Speed (bags/min) | 200‑400 | 40‑120 |
| Typical batch size | >200,000 bags | 2,000 – 150,000 bags |
| Paper waste | 3‑6% (including side trim) | 1‑2% (no side trim) |
| Changeover time | 2‑4 hours | 15‑30 minutes |
| Floor space | 15‑25 m | 6‑12 m |
| Best for | Long runs, standard designs | Short runs, many sizes, long bags |
| Operator skill | Higher (mechanical setup) | Moderate (sheet alignment) |
Walk through your order history from the last six months. Ask three questions:
What is the average batch size?
Above 200,000 bags → lean toward roll‑fed
Below 50,000 bags → sheet‑fed is safer
How many different widths/lengths do you run per week?
≤3 variations → roll‑fed can work with planning
≥5 variations → sheet‑fed will give you higher machine utilization
Is paper cost your biggest variable?
Yes, and you use expensive specialty paper → sheet‑fed’s lower waste pays quickly
No, labour and speed matter more → roll‑fed
No single answer fits every workshop. Some converters run both: a roll‑fed line for their top five bag SKUs, and a sheet‑fed machine for everything else. That hybrid approach gives you efficiency and flexibility.
After comparing speed, waste, changeover, and space, you might still have questions about specific bag types – for example, how to handle reinforced bottoms or window patches on each platform. The best next step is to run a trial with your actual paper on both technologies (manufacturers often provide sample testing).
If you want to see pre‑configured systems that balance the strengths of both approaches, take a look at modular paper sack converting systems from Fangbang. They offer roll‑fed units with quick‑change forming shoulders for medium‑mix environments, as well as servo‑driven sheet‑fed lines that cut changeover to under 10 minutes.
For a deeper comparison tailored to your bag portfolio (dimensions, volume, and handle type), request a free production simulation report – their engineers will calculate your total landed cost per bag for both technologies.
Alternatively, if you already lean toward one technology but want to validate the numbers, download a detailed spec sheet of roll‑fed and sheet‑fed configurations including energy consumption and spare part intervals.
References
Industry benchmark data: Paper Bag & Sack Market Report 2024 (Smithers)
Waste calculation method: ISO 12625‑7 for paper converting waste measurement


Full-Servo Automatic Square Bottom Paper Bag Making Machine for high-efficiency production of eco-friendly paper bags wi...
Fully Automatic Sheet-Fed Square Bottom Paper Bag Machine produces paper bags with handles at high speed. Uses sheet pap...

This machine is designed to manufacture square bottom paper bags with flat-rope handles from paper roll,paper patch roll...
GET A QUOTE

