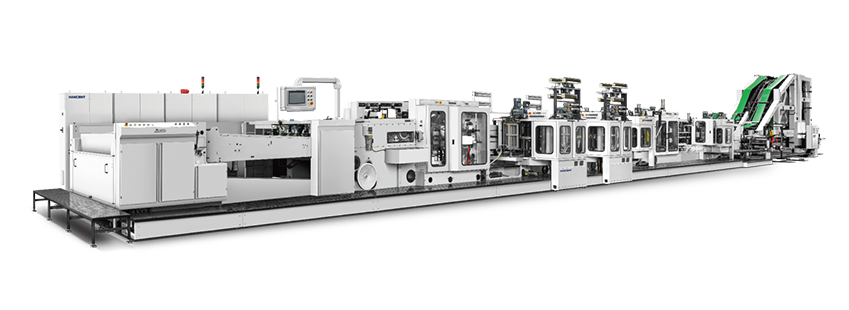
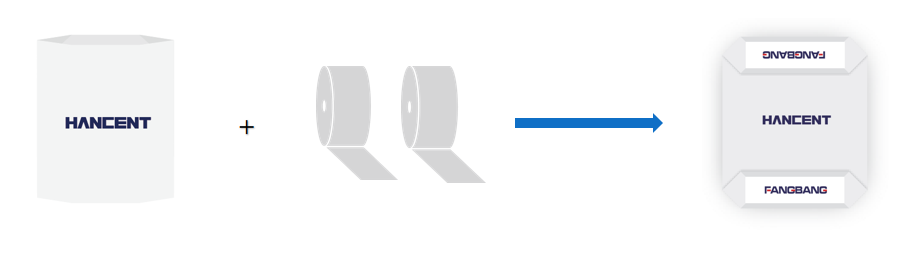
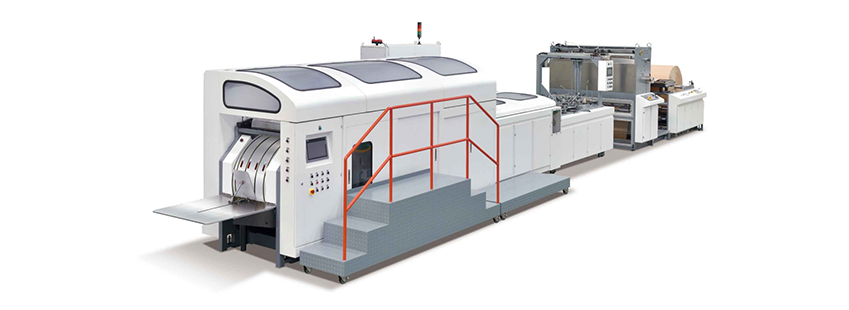
This Multi-Function Paper Sack Manufacturing System specializes in manufacturing precision-engineered paper sacks across diverse dimensions, utilizing either pure paper or composite paper-film tubing as base materials. Designed for seamless integration with valve sack tuber equipment, the system executes 10 critical production stages through synchronized automation:
✓Precision tube feeding
✓Bottom section formation
✓Internal valve application
✓ External valve integration
✓Reinforcement patch installation
✓Adhesive application system
✓External protective patching
✓ Bottom sealing mechanism
✓Pressure-bonding process
✓Automated sack collection
Key Operational Advantages:
- Reduces labor requirements by up to 70% through integrated automation
- Maintains a ±1.5mm dimensional accuracy error after bottom folding.
- Incorporates real-time defect detection with 99.2% rejection accuracy
- Processes 80~220pcs/min sacks/hour (varies by material/size)
Quality Assurance Features:
* PLC-controlled tension management system
* Multi-stage adhesive curing verification
* Automatic jam prevention protocol
* Energy-saving servo motor configuration
* ISO 9001-compliant production standards
This system integrates German-engineered mechanical components with Japanese precision sensors, ensuring high operational uptime in continuous production environments. Optional configurations are available for humidity-controlled environments and explosive material handling applications.
| TECHNICAL DATA | HD-2625NEW |
| Tube Width | 350~700mm |
| Tube Length | 470~1300mm |
| Bottom Width | 90~250mm |
| Bottom Center Distance | 260~1200mm |
| Glue Supplying Mode | Closed Glue Box,Automatic Glue Supplying |
| Valve type | Common Internal Vake, Paper+Fiim Inside Valve,(thumb) Outside Vakve and Uitrasonic Valve |
| Valve Paper Thickness | 80~120g/m |
| Error of Valve Misalignment | ±2.5mm |
| Error after Bottom Folding | ±1.5mm |
| Production Speed | 80~220pcs/min |
| Total Power | 75kw |
| Total Weight | Approx. 65000kg |
| Overall Dimension | L35000xW4000xH3950mm |
Versatile Applications of Valve Bags
Valve bags, characterized by their unique spout-like opening and self-sealing design, are widely used across industries due to their durability, efficiency, and adaptability. Below are key sectors where valve bags excel, along with their specific applications:
✅Agriculture & Fertilizers
Valve bags are ideal for storing and transporting bulk agricultural products.
Seeds & Grains: Protect seeds from moisture and pests.
Fertilizers: Prevent leakage of powdered or granular fertilizers.
Animal Feed: Ensure hygienic storage and easy dispensing.
✅Building Materials
Their robust structure makes valve bags perfect for heavy-duty materials.
Cement & Concrete Mix: Dust-tight design minimizes product loss.
Gypsum & Plaster: Maintain dryness and prevent clumping.
Sand & Aggregates: Facilitate controlled pouring on construction sites.
✅Chemicals & Industrial Products
Valve bags offer safety and precision for hazardous or sensitive materials.
Powdered Chemicals: Reduce exposure risks during handling.
Dyes & Pigments: Prevent contamination and color cross-mixing.
Mineral Ores: Enable secure transport of fine particles.
✅Food & Beverage Industry
Designed to meet hygiene standards, valve bags are critical for food-grade storage.
Flour & Sugar: Preserve freshness and prevent spillage.
Spices & Additives: Block external odors and moisture.
Coffee Beans & Cocoa: Maintain aroma and quality during shipping.
✅Environmental & Recycling
Valve bags support eco-friendly initiatives.
Recyclable Plastics: Store shredded materials efficiently.
Biodegradable Waste: Simplify collection and transportation.
Wood Pellets: Optimize bulk handling for biomass energy production.
✅Pharmaceuticals
Precision and cleanliness are ensured for medical applications.
Powdered Medications: Minimize contamination risks.
Laboratory Reagents: Protect sensitive compounds from humidity.
Herbal Extracts: Preserve potency during storage.
✅Retail & Consumer Goods
Valve bags enhance convenience for end-users.
Pet Litter: Easy-to-pour design for mess-free usage.
Charcoal & Firelighters: Reduce dust emission during handling.
DIY Products: Simplify storage of grout, mortar, or gardening supplies.
✅Logistics & Transportation
Their stackable design optimizes space and reduces costs.
Automated Filling: Compatible with high-speed packaging lines.
Palletization: Enable stable stacking for long-distance shipping.
Custom Branding: Print logos or instructions for marketing versatility.
From agriculture to pharmaceuticals, valve bags provide a reliable, cost-effective solution for diverse industries. Their adaptability to automated systems, combined with superior product protection, ensures they remain a cornerstone of modern bulk packaging.
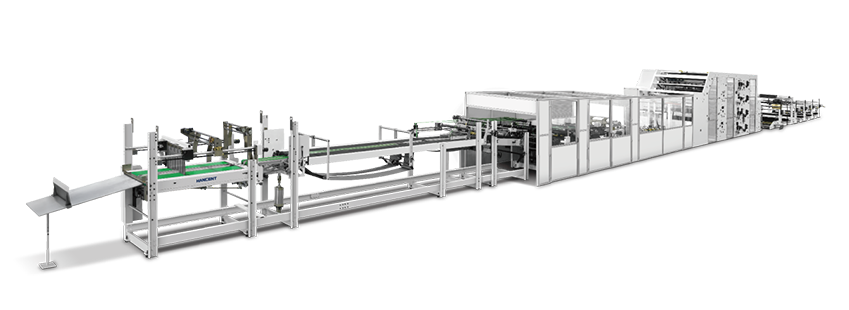
This machine produces square bottom plastic sacks with valves by taking double-sided coated polypropylene tube as raw ma...
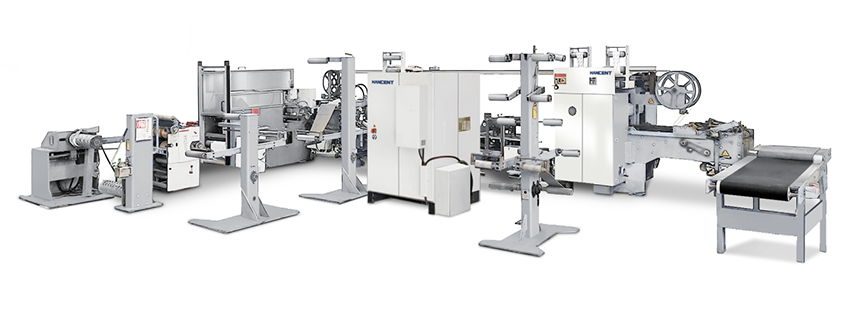
This machine is mainly used to produce various sized sack tube (step-type and straight-type) by taking roll paper and PE...
This machine derives from the traditional roll-fed paper bag machine by adding special function, which makes itself be a...

Choosing between roll-fed and sheet-fed paper bag machines affects speed, material flexibility, waste, and cost. This gu...

Square bottom and V-bottom paper bag machines serve fundamentally different markets. This guide compares structural desi...

Starting a paper bag business? This guide compares manual, semi-automatic, and modular solutions using Fangbang‘s actual...
GET A QUOTE